
EMLACS stands for : Efficient Manufacturing of Laser Assisted Cold-Sprayed components for the Automotive and Space Industries
During 2 years, we have worked on different kind of material substrates on wich we have spray different types of powder. The main challenge was to be able to increase the adhesion and the deposit efficiency of Cold Spray deposition by preparing the surface substrate with a specific laser process but also by optimizing the Cold Spray system (nozzle geometry, gaz pressure & temperature, etc...)
Such coatings were done on raw material substrates, sand blasted substrates and laser texturated substrates. In order to have a robuste and repeatable process, we develloped as part of the project, a real time vision system. It uses different lightning sensors and a digital camera that monitors the laser process for a given texturation. The control is done by comparing a good learnt process to the real time process measurements. The vision systems uses a process database that we have created based on the several tests done on the samples.
We came out as a conclusion that on metalic parts we could increase the adhesion of Alumium or Copper coating by at least a factor of 2 when the substrate were laser prepared vs no laser preparation at all !!


Example of metallic and composite samples done with laser surface preparation before Cold Spray coating
B 1.1 Concept and project objective(s)
Economic competitiveness has compelled manufacturers to explore new techniques and modify the current technologies to improve efficiency that lead to cost reduction.
Set as an example, the automotive industry, often credited as the engine room of Europe1, is a very active place for innovation. Vehicle manufacturers are Europe’s largest private investors in R&D; each year €20 billion – 4% of turnover – supports projects aimed at delivering a more sustainable, safe and competitive sector tomorrow. The industry files around 5,900 new patents every year. Fields such as materials technology, recycling, ICT and telematics, energy and fuels, drive-train development, aerodynamics and ergonomics are all included in auto makers’ diverse R&D portfolio.
 Part of the future innovation identified, the thermal spray has been widely accepted as a cost effective technique and is being used in a broad range of industries included the automotive.
Part of the future innovation identified, the thermal spray has been widely accepted as a cost effective technique and is being used in a broad range of industries included the automotive.
Thermal spray annually represents a global market of about € 4.8 billion, 30% of which is European based. The lion’s share of this market goes to plasma spraying technologies (50% of total2).
Noteworthy is the fact that through history, industrialists have adopted new spraying technologies standards because of reduced start-up costs and increased flexibility. For example, flame spraying has first evolved to D-Gun and then to HVOF.
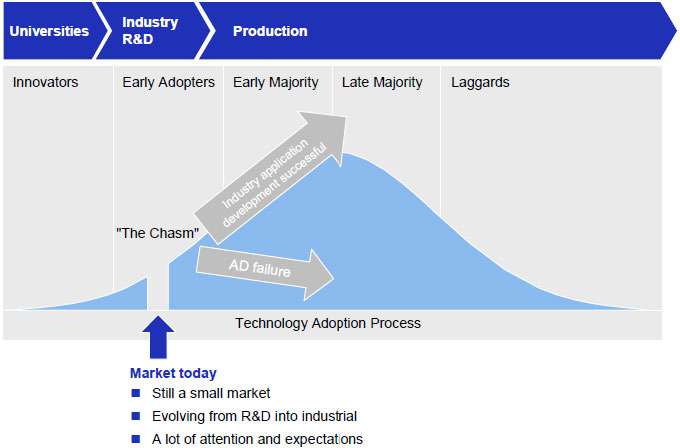
Today the cold spray technology is an emerging technology. It is expected to supplement and expand the range of applications for thermal spray processes as a greener alternative according to stringent environmental and health safety regulations. At a lab scale, a number of materials have already proven to be suitable for deposition by cold spray from decorative articles to biomedical, automotive, power plants and space industries. Further development is required to design the optimum parameters like nature of gas, temperature control, nozzle design and its material and also prediction of critical velocity for different particle/substrate combinations in order to migrate this technology to an industrial environnement.
air-jordan-4-retro-cement-x-new-era-chicago-bulls-sneaker-hook-up-hat | Alwancolor , adidas bounce technology explained youtube - felpe adidas donna black in blue dress pants suit - Adidas Copa Nationale Shoes1 ACEA – Industry Report 2009
2 S. Saber-Samandari and C. C. Berndt, “IFTHSE Global 21: Heat Treatment and Surface Engineering in the Twenty-first Century Part 10 – Thermal Spray Coatings: a Technology Review,” International Heat Treatment & Surface Engineering 4, no. 1 (2010): 7–13.
Project objectives
In this specific context, the main objective of the EMLACS project is to develop an novel Efficient Manufacturing Laser Assisted Cold-Spray (EMLACS) process that combines a Low Pressure Cold-Spray (LPCS) technology with a flexible laser source operating in the a range from nano to pico second for surface modification.
This innovative process will help preparing components’ surface for coating. Coating is of particular importance for industrial application, namely automotive because it can be applied to a wide range of products covering technologies for the entire spectrum of decorative and functional surface treatment for various materials including steel, aluminium and plating on plastics and composite and all possible applications from engine and power train to electrical devices.
The EMLACS project will offer unmatched coating and plating abilities, enabling the incorporation of new high performance materials in industrial productions.
Overall technological objectives
- 1. Development of a flexible Laser Assisted Low Pressure Cold-Spray process technology (LA-LPCS) based on a modular proof of concept Development of a versatile LASER-LPCS (using versatile laser source in ps- and ns-range from nano to pico second) that covers a wide range of materials for industrial’s applications processed materials will be metallic and composite based;
- 2. Development of the necessary process parameter that describes precisely the roadmap of the EMLACS technical objectives Development of an efficient laser patterning process as a substitute for conventional sand blasting prior to coating eliminating risk of pollution and providing high pattern repeatability;
- 3. Increase the deposition efficiency of LPCS from 30% up to 60 and therefore Increase production reliability for manufacturing of CS components.
Specific Scientific Objectives
- 1. Enhanced knowledge about the correlation of the laser processing parameters to the level of adhesion (i.e. a mechanical aspect) for Cold-Spray coatings;
- 2. Knowledge about the influence of a given morphology of the substrate roughness on adhesion mechanisms in cold spray.
There is a need for the SMEs in the consortium to invest in knowledge-intensive research and to broaden their product portfolio to new and adjacent markets to keep a leading position within laser and cold-spray processing.
Our partnership will form a supply chain for the EMLACS process, where EDGEWAVE will supply the laser source parts and DYCOMET will supply the LPCS equipment of the system. ILS will be the integrator of the complete system and the distributor to market. This supply chain will allow realization of the EMLACS process and cover all critical components close to the market requirements and end-users.
The SMEs in the supply chain partnership have resources for manufacturing and bringing the results to the market, however they lack the scientific and technological resources to carry out the RTD work required in this project.
This is why especially skilled RTD performers are asked to overcome specific barriers in the project by developing and validating the particular modules of enabling technology that represent a significant risk and that are far beyond the joint capabilities of the SMEs. The development of the individual modules will require considerable technical and scientific work, and the final testing of the instrument will require a large amount of resources.
The RTD tasks are therefore outsourced to RTD performers. UTBM in Belfort has excellent competence in material and cold-spray technology, including multi-physical modelling and practical material analysis. UTBM will mainly be responsible for development of the studies that relate to the definition of the low-pressure cold-gas system for use in combination with laser surface structuring for improved adhesion of CS-layers.
The second RTD performer, Fraunhofer Institut f. Lasertechnik (ILT) in Aachen will be responsible for the flexible laser-source part to be integrated with an optical scanning device to proper control the laser beam and to implement a suitable process monitoring. Here ILT’s extensive experience with laser processes, tailor-made laser beam sources or special laser systems, will be a huge benefit.
Our thorough surveys for partners and RTDs have convinced us that no single country possesses the broad range of technological expertise required for the EMLACS project. Consequently, we need to engage a pan-European partner-ship to develop our new technology and the “Research for SMEs” method for outsourcing significant parts of the required scientific and technological research to UTBM and ILT will fit our needs perfectly.
All consortium members will have an active role in the protection of the IPR and the dissemination (see section 3.2.1 Project results and IPR). A successful development of this novel EMLACS process is likely to result in technological and supply chain cooperation with many other companies across all member states, as the demand for the product may exceed the capability of the SME participants to supply components. Neither of the chosen RTD performers (UTBM, ILT) will receive any IPR from the project. All IPR will be assigned exclusively to us, the SME partners, through the Consortium Agreement that is already drafted.
B 1.2 Progress beyond the state of the art
An extensive bibliography was conducted since submission including a patent survey. The results show that the scientific and technological background of the project is still valid and no patent dealing with the intended laser/cold spray combination could be found (appendix I)
B 1.2.1 Thermal spray processes
Surface engineering includes various dry or wet technologies, such as carburizing, nitriding, shot peening, physical vapour deposition (PVD), chemical vapour deposition (CVD), ionic implantation, electrochemical processes and many other techniques which involve different physical and chemical methods.
Among these methods, thermal spraying technology consists of heating of the material up to or above the melting point, material acceleration and spraying onto a surface to be coated. Practically all materials that are melted without decomposition and give a stable liquid phase can be used to produce coatings by conventional thermal spraying.
Depending on the process used to achieve the thermal jet, several technics may be found like Flame Spray (FS), Arc Spray (AS), Plasma Spraying (PS) or High velocity oxy-fuel spraying (HVOF). In all of them, the kinetic and thermal energy of a thermal source (electric
arc, plasma or combustion) is transferred to material (Figure1) to be deposited that may be in the form of powder or wire.
The properties of the coating and its service performance depend essentially on the thermal spray process selected, the spray parameters and the feedstock material. Thermal sprayed coatings are extensively used for a wide range of industrial applications. It is mainly used in repair and maintenance for heavy industry and in servicing automotive or aerospace with a diversity of protective coatings. However, the field has played a limited role in general manufacturing until now.
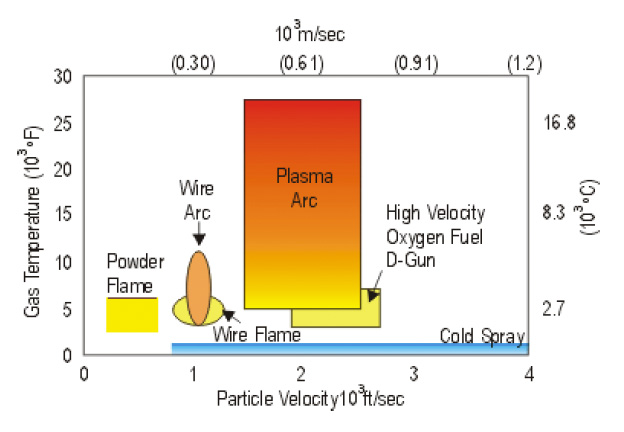
Figure 1: Conventional and New Thermal Spray Processes
But there are numerous applications of thermal spray which are now evolving and which will represent a big change for the technology, with large opportunities and challenges. Applications include protection from wear, high temperatures, chemical attack…
A relatively young and revolutionary technology has been developed in the mid-1980s to improve the properties of coating is the Cold-Spray (CS).
The underlying principle of cold spraying is that the sprayed material is no longer heated and molten to stick to the surface substrate. Instead, solid state powders are injected into a gas jet in powder form in front of the nozzle, preheated and then propelled onto the substrate. Above a certain particle velocity, depending on the deposited material, the particles form a dense and solid adhered coating upon impact. If the impact velocity of the particles is higher than a critical value, then plastic deformation of both, particles and substrate, takes place. The coatings can be produced at low temperatures without the detrimental effect of processes taking place at higher temperatures (oxidation, residual stresses, lower mechanical properties, unwanted phase transformations, etc). The bonding of the flying particles takes place via adiabatic shear instabilities which occurs at the particles/substrate interface or particle/particle interfaces at high velocities.
So in the new cold spray technique only kinetic energy is used, whereas traditional thermal spray requires both thermal and kinetic energy for the coating formation. However, the cold spray guns are very similar to the traditional ones (figure 2).
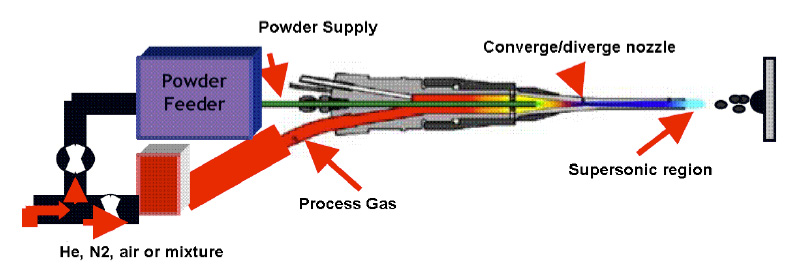
Figure 2: Schematic diagram of a cold spray gun
Pressurized gas (generally air, nitrogen or helium) is heated, usually with electrical energy, to temperatures generally in the range of 300-800°C and then passed to a converging-diverging nozzle to create a supersonic gas jet. However, unlike traditional thermal spray processes, the reason to heat the process gas is not to melt the spray material. The gas is heated only to increase its velocity to supersonic values, while passing the converging-diverging nozzle3.
Limitations:
The main limitation of the CS technique is linked to the necessity to work with ductile materials as deformation of the particle is required to form a coating. For this reason, brittle materials are not compatible with the cold spray process unless they are co-sprayed with a ductile matrix forming a composite material.
Also cold spray process uses much larger quantities of process gas than traditional thermal spray processes, which can be an issue when a more expensive carrier gas, like helium, is required to achieve the necessary impact velocities and coating quality. If it is possible to capture and recycle helium, this greatly increases the cost and complexity of the cold spray system.
In addition, the extensive plastic deformation inherent in the deposition of Cold-Spray metals work hardens the sprayed materials and results in very low ductility of the coating in the as-sprayed condition that may be a drawback in some applications4.
B 1.2.2 Laser source, optical scanning device with on-line process monitoring and quality control module
Laser Source
The INNOSLAB laser sources from Edge-wave dispose a slab shaped and contact cooled crystal and a Pockel cell are used. By using a cylindrical telescope and a spatial filter the laser beam cross section can be symmetrized as shown in Figure 4.
3 VAN STEENKISTE, T. H. et al. Kinetic spray coatings. Surface and Coatings Technology, 111, 1999, pp.62-71
4 CHAMPAGNE, Victor K. The cold spray materials deposition process: Fundamentals and applications. Woodhead Publishing in Materials, 2007
Partners




