
On line and off line Inspection Systems
Base on a standard camera, we developped a Q.C systems and implemented suitable detectors for process monitoring and TTLV.
The Quality Control module/Optical design is based on a high resolving microscopic objective. We developed some illumination strategies/Image processing algorithms for assimilation of processing results.
Clic on the image to see the video presentation of the project
Off Line and In Line modules for In Line and Out Line Inspection
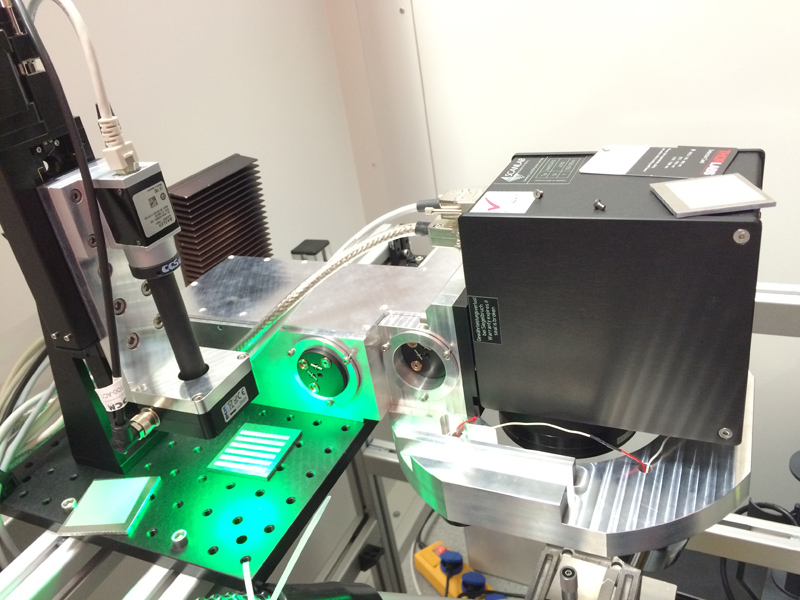
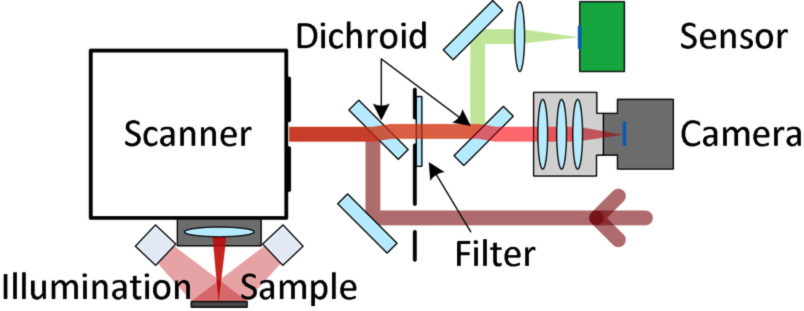
We designed an optical scanning system allowing the transmission of the visible spectrum without being disturbed by the processing wavelength of the laser. The online monitoring system attached to the scan system is used for document and analyze the texturing process. An offline quality control module was also designed to evaluate the quality of the structuring result. Both systems are used to check the textured pattern for deviations from the intended pattern.
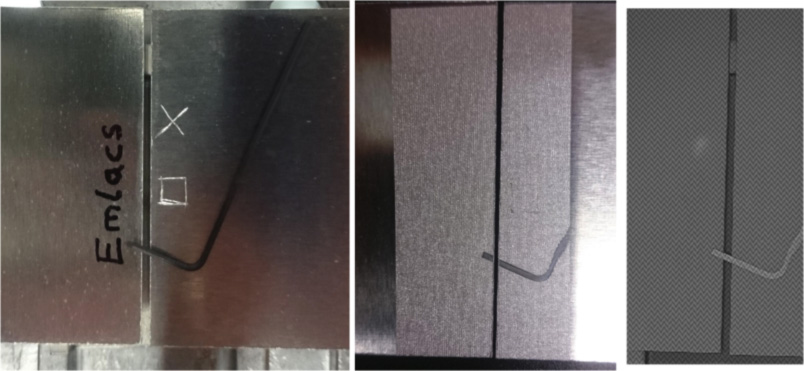
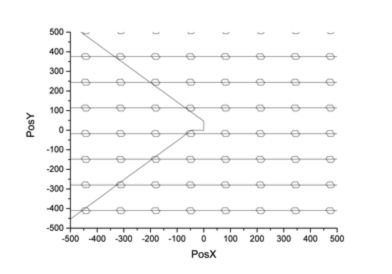
Test case for the TTLV monitoring module
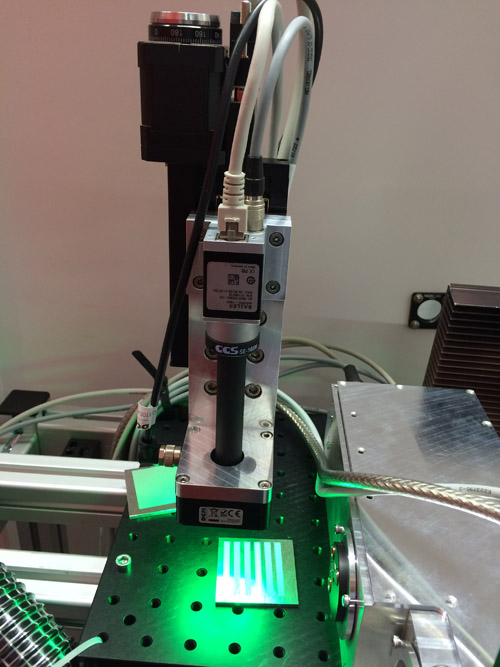
Outlook of the Quality Control module In Line
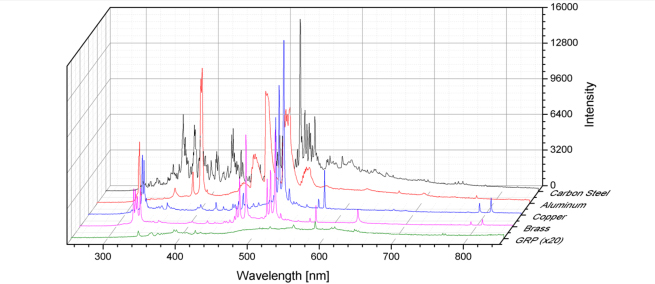
Wavelengths analysis vs material absorption and process control needs
The standard coatings of the scanning mirrors are usually only optimised for the used laser wavelength and not for process observation. In the present case of the laser wavelength of 1064nm most scanner systems do not transmit in the visible range or in the near infrared range. This prevents a successful detection of process emissions of the online monitoring system.We defined the spectral reflectivity ranges of the scanner mirrors required to monitor laser structuring based on measured emission spectra of ps texturing of selected materials. In cooperation with the scanner supplier, an appropriate mirror coating for this application was designed.
Reflectivity/transmission of the mirror coatings vs material properties
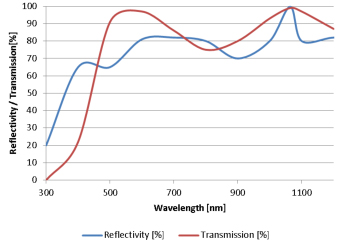
General coating Spécifications
- Laser wavelength: 1030 – 1090nm
- Maximum average power: 250W
- Maximum energy density for continuous operation: 500W/cm2
- Damage threshold (10ns pulse length, 200 pulses): >5J/cm2
- Reflectivity (45° angle of incidence)
- >99,7% @ 1030nm – 1090nm
- >65% @ 400nm – 500nm
- >99,7% @ 600nm – 800nm
- >99,7% @ 1070nm – 1600nm
Hardware eletronics and data acquisition
The sensor that monitors the prrocesd is adapted to the required and indentified spectrum. Specific electronic circuitry are used to amplify and digitize the output of that sensor and to provide the data interface for the real-time acquisition. Signal distribution electronics were designed to capture the scanner position and the sensor signals synchronously in real time. These signals have to be captured synchronously in order to correlate position and sensor signal. The data and signals from the different sources are collected by a software running on the FPGA of a programmable frame grabber. The frame grabber gives the ability to include images of a high speed camera into the data stream in the future.
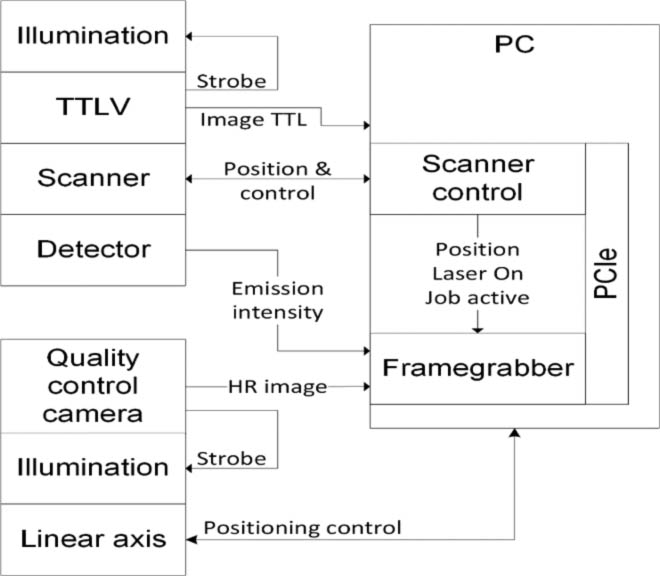
The raw data (scanner position, laser control signals and sensor signal) are stored in the HDF5 data format that is supplied by many software libraries. The recording starts and stops automatically and is controlled by the status of the scanner control card that indicates if a texturing process is running or not. The raw data can be analyzed automatically or manually offline. The analyzing result includes a process intensity image that shows the process emission intensity correlated to the scanner position. This image is independent from the texturing strategy. Furthermore the pattern of the texturing is reconstructed from the data and characteristic values are identified or calculated. These values are saved in table form in a text file. Apart from the data files, the raw data, the process intensity image and the result analysis can be visualized for further used.
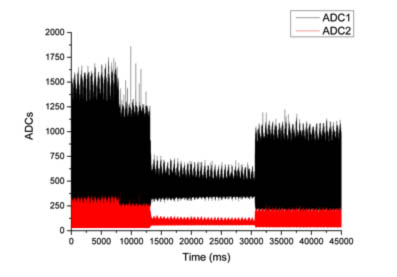
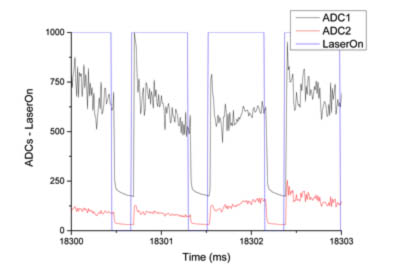
User interface of the On Line QC module
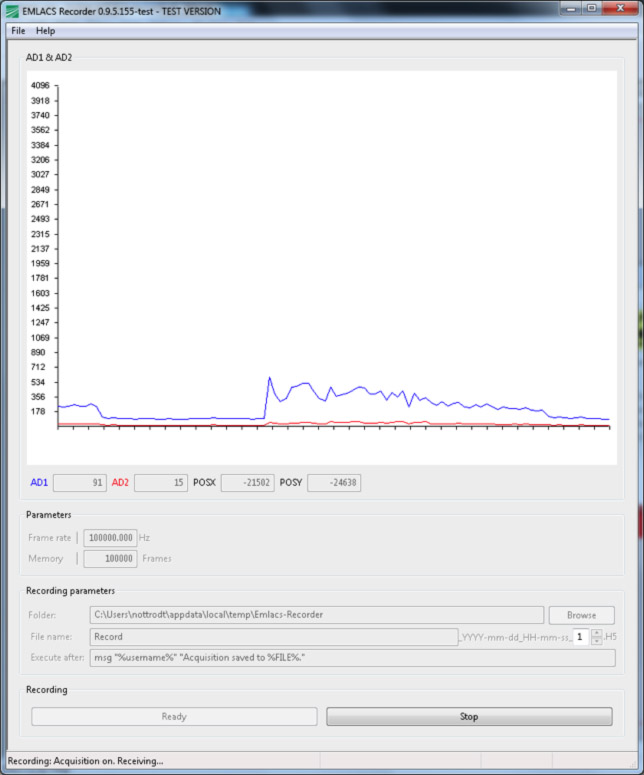
Screen ouput showing the signal intensuty coming from both sensor channel (blue and red line)
The hardware consists of a camera with microscopic lens and a LED-illumination. In additional a stepper linear stage is used for adjusting the focus of the camera. The offline monitoring system is used for visual inspection of suspicious locations of the textured pattern. For compatibility the camera is the same camera (Basler acA2500–gm14) used in the TTLV system by ILS. The following table summarizes the specification of the offline monitoring hardware.
- General Specifications
- Camera resolution : 2592 x 1944 pixel
- Magnifictaion : 2
- Pixel size on imlage : 1.1 µm
- Optical resolution : 3,9µm
- Working distance : 47mm
- Field of viewField of view : 2,851 x 2,193 mm2
- Frame per second : 14
- Travel range of Linear axis : 50 mm
- Resolution of the lminear axis : 150 nm
Type of images
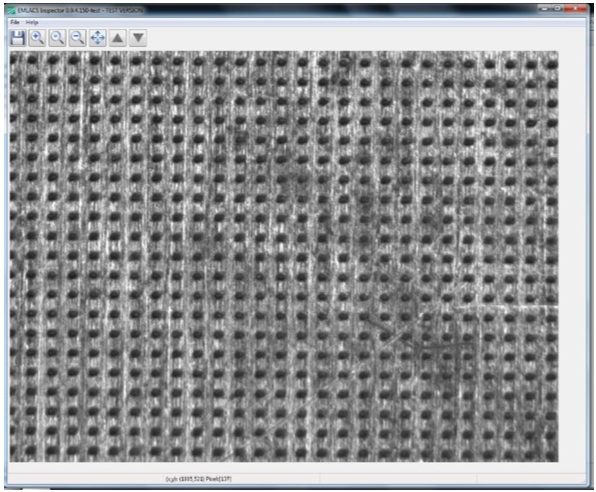
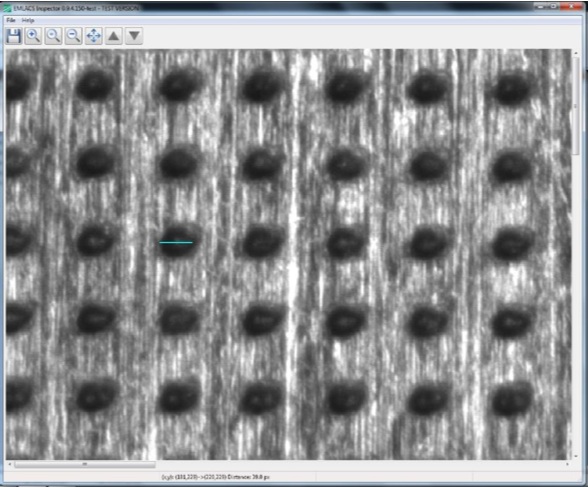
The offline quality control module can be mounted on any standard optical table with a grid of M6 threads with a grid distance of 25mm or at a vertical plate with or without linear axis. With the interface software, the user can control the camera and the linear stage. A digital zoom function supports the user analyzing smallest features. With the calibrated point-to-point distance measurement the user can analyze the size of the structured pattern. The image of the offline monitoring system can be saved for further analysis or documentation.
adidas heliopolis hotel in dubai , adidas concord ankle fur sneakers boys running Release Date Info , MysneakersShops | Women's Nike Air Jordan 1 trainers - Latest Releases , Ietp
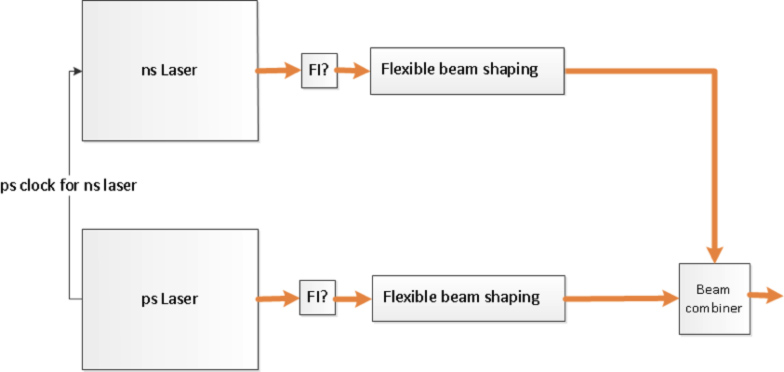
Laser platform concept
The initial plartform is made of two lasers with different pulse durations. In order to optimize the cost and the developement time, these are available from the shelves as standard products
One is a nanoseconde laser with a stronger thermal effect on the material. It is used for the metallic substrates like the aluminum.
The other laser is a pico seconde laser that has less thermal effect and therefore with be used on the composite parts in order to avoid to damage the surface when texturing.
Both beam are optically aligned and combined in order to "supply" one ouput beam. Laser can be triggered independently depending on the required material to process.
For the concept the average usefull power is 50 watts. More power (approx 1kw) will be required for the industrial demonstrator version.
First approach
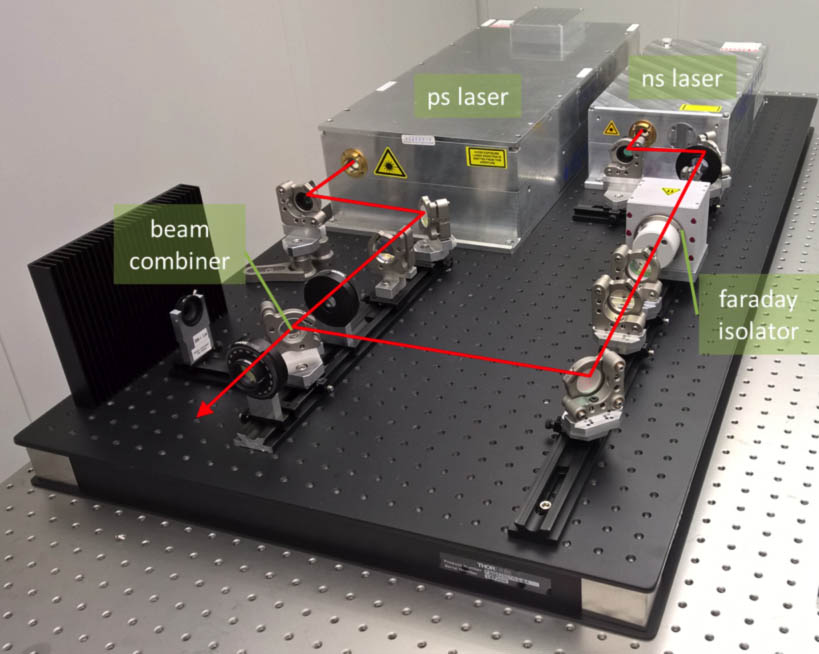
Final concept
Clic on the image to see the video presentation of the project
Final concept of the laser platform with the combination of the nano and pico lasers
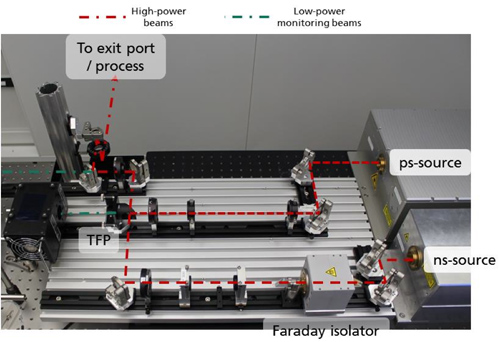
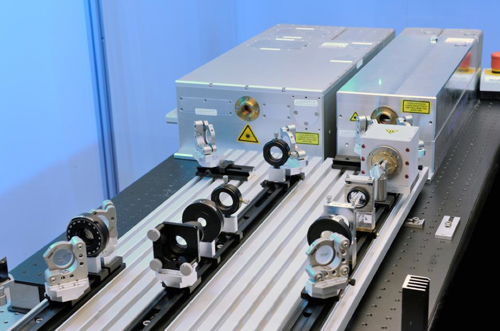
Close view of the optical bem combiner of the nano and pico lasers
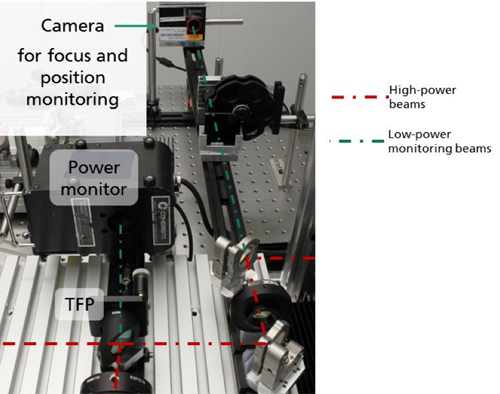
Pointing Stabilty measuremenst device mounted on the laser platform
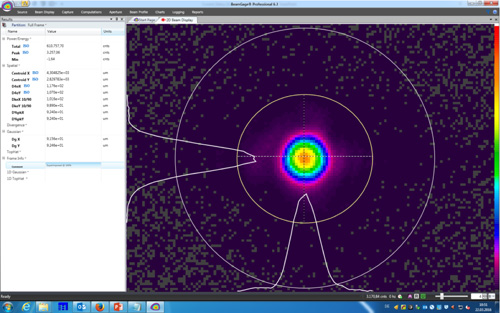
Printout of the two laser spots combined testes on the laser platform
Air Jordan 1 Blue Chill Womens CD0461 401 Release Date 4 | nike cortez mens on feet women images 2017
Press Release
- Press release ILT : Short Laser Pulses for Material Deposition with Cold Spray Technology
- Press release UTBM : conference at the THERMEC exhibition (Austria)
- Poster/Presentation Vincent Gillet : Etude de l’interaction poudre-substrat dans le cas du procédé Cold Spray sur matériaux structurés par laser.
Brochure
Air Jordan 1 Low OG Neutral Grey (2021) (W) - nike free run womens 5.0 - 100 - CZ0775 | 555088 - Buy now Jordan AIR JORDAN 1 RETRO HIGH OG - 134 - nike animal print slam dunk shoes saleSeminars and Exhibitions for EMLACS for 2015 and 2016
![]()

![]()

![]()




![]()
- JEC Europe, Paris, March 2016 (EMLACS on Fraunhofer booth)
- Hannover Messe, Hanover, April 2016 (EMLACS on Dycomet booth)
- JNPLI 2016, Liège, Juin 2016 (EMLACS on CLFA booth)
- Industrie 2016, Juune 2016, Villepinte(France)
- Cold Spray Summer School, Barcelona, June 2015 (EMLACS on Dycomet booth)
- ILT Press release : Short Laser Pulses for Material Deposition with Cold Spray Technology.
- Thermec'2016,29 mai - 3 juin 2016, Graz, AuStriA (UTBM)
- AKL 2016, Aachen
- MICRONORA September 2016, Besançon, France
- Photonics west, San Francisco 2017
Air Jordan 1 Blue Chill Womens CD0461 401 Release Date 4 | New Balance 550 'Sea Salt Black' — Jofemar
Partners




